


HOW OUR NPC-APPROVED
BAG FILTERS WORK
Dirty exhaust goes in. Clean, compliant flue gas with PM<50 mg/Nm3 comes out. Here’s what happens in between:
Filtration Stage
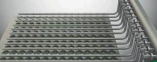
Flue gas from the biomass boiler enters the filter housing and passes through high-performance filter bags with a PTFE membrane. Particles as fine as 5 microns — dust, fly ash, unburnt carbon — are trapped on the bag surface while clean gas passes through.
Clean Air Release
The filtered air exits well within CPCB emission limits, reducing the particulate load on your ID fan and extending its service life. Less dust downstream means fewer breakdowns and lower maintenance costs.
Dust Collection & Pulse-Jet Cleaning
The system cleans itself. Timed pulses of compressed air dislodge the dust cake from the bags, which falls into the hopper below and is discharged continuously via a Rotary Air Lock Valve (RALV). The air-sealed design prevents re-entrainment, keeping SPM levels consistently low — without stopping the boiler.


Pulse Bag Filter
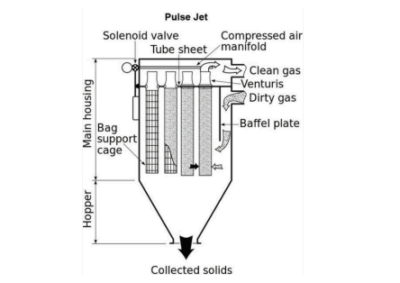
WORKING PRINCIPLE
The Bag Filter operates on the principle of mechanical filtration combined with pulse-jet cleaning. It efficiently removes dust and particulate matter from industrial exhaust by directing contaminated air through a series of filter bags, where dust is trapped while clean air exits. As dust accumulates, the system uses a pulse-jet mechanism that releases short bursts of compressed air to dislodge the collected particles from the filter bags. The dislodged dust falls into the hopper and is discharged through the dust outlet. This continuous cleaning process ensures high filtration efficiency, prolonged filter life, and minimal maintenance, making Steamax Bag Filters ideal for industrial air pollution control applications.
Key Features &
TECHNICAL ADVANTAGES
Ultra-Low Emissions (<50 mg/Nm3)
Designed to meet and exceed CPCB emission norms, with filtration efficiency of 99.9% — capturing particulate matter as fine as 5 microns from biomass combustion exhaust.
Advanced Biomass Fuel Compatibility
Optimised for the full range of solid fuels — briquettes, pellets, wood chips, rice husk, paddy straw, and agro-pellets. Handles variable particulate loads without compromising outlet emissions.
Wide Thermal Operating Range (140°C–270°C)
Engineered to perform reliably across temperature extremes of biomass flue gas. Electrical hopper heaters prevent condensation at low loads; high-temperature alarms protect bag integrity at peak loads.
Coated High-Performance Filter Bags
Performance coatings offer exceptional chemical resistance, superior dust release, and extended service life — minimising bag replacement frequency and long-term operating costs.
Automated Pulse-Jet Self-Cleaning
Timed compressed air pulses continuously dislodge the dust cake without stopping the system. Integrated low- ompressed-air and high-differential-pressure alarms ensure cleaning performance is never compromised.
High Automation, Low Operator Dependency
Built-in safety interlocks — high/low temperature alarms, DP monitoring, compressed air pressure watch, and automatic ICBD dust discharge — enable largely unattended, continuous operation.
Bypass Mechanism for Emergencies
An integrated bypass arrangement allows bag cleaning and minor maintenance to be carried out without shutting down the boiler — minimising process disruption and maximising uptime.
Intelligent Filtration Monitoring
Real-time differential pressure monitoring tracks filter bag condition continuously, optimising cleaning cycles, flagging choke conditions early, and extending overall system life.
Compact & Scalable Design
Engineered to suit boiler capacities from 0.5 TPH to 20 TPH, with a modular design that adapts to site constraints and
scales with your process requirements.
Energy-Efficient, Low Pressure Drop Design
With a system pressure drop of just ~100 mmWC, Steamax Bag Filters impose minimal load on the ID fan — reducing energy consumption, lowering operating costs, and extending fan life.
Technical
SPECIFICATIONS:
| S.No | Specifications | Details |
|---|---|---|
| 1 | Filtration Efficiency | 99.9% (captures as small as 10 microns) |
| 2 | Operating Temperatures | 150–270 °C |
| 3 | Micron Rating | 5 microns |
| 4 | Dust Discharge Mechanism | Rotary Airlock Valve (RALV) |
| 5 | Pressure Drop | <100 mmWC |
CASE STUDY 1: 6TPH BIOMASS-FIRED BOILER, GHAZIABAD
Ensuring Efficient Emission Control for Pharma Manufacturing in Ghaziabad, Uttar Pradesh.
Stack Emission Analysis & Summary
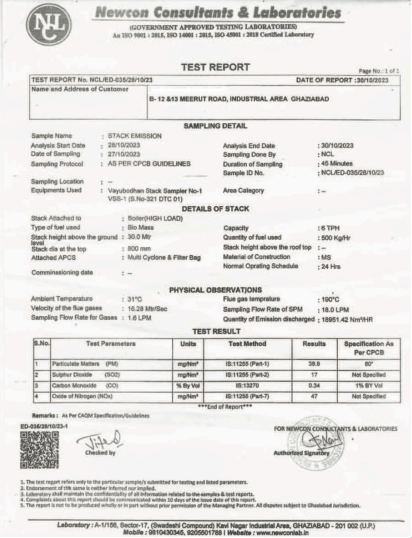
Steamax designed and installed a Bag Filter with a 6 TPH biomass-fired boiler at a pharmaceutical manufacturing unit in Ghaziabad, Uttar Pradesh. Operating on biomass fuel under continuous high-load conditions, the system was tested for particulate emission control across full boiler output. The installation achieved outlet SPM levels well within CPCB norms, demonstrating reliable filtration performance in a regulated, round-the-clock production environment.
Key Stack Details:
- ➤ Stack Height: 30 meters
- ➤ Stack Diameter: 800 mm
- ➤ Attached APCS: Multi Cyclone & Filter Bag
- ➤ Boiler Capacity: 6 TPH
- ➤ Fuel Consumption: 500 kg/hr
- ➤ Operating Schedule: 24 Hours
- ➤ Flue Gas Temperature: 190°C
- ➤ Flue Gas Velocity: 16.28 m/sec
Key Emission Details:
Particulate Matter (PM) after bag filter:
38.9 mg/Nm³ (Compliant with CPCB limit of 80 mg/Nm³).
Dust Collection Efficiency with bag filter: 99.5%

CASE STUDY 2: 5TPH BIOMASS-FIRED BOILER, BENGALURU
Ensuring Efficient Emission Control for Food Manufacturing in Bangalore, Karnataka.
Stock Emission Analysis & Summary
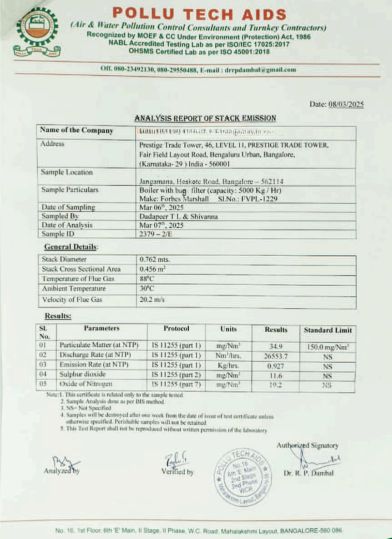
Steamax designed and installed a Bag Filter on a 5 TPH biomass-fired boiler at a large food processing facility in Bengaluru, Karnataka. Operating under continuous high-load conditions on biomass fuel, the system was commissioned and tested for particulate emission control at full boiler output. The installed system achieved outlet SPM levels well within CPCB norms — validating Steamax’s filtration design for demanding, round-the-clock food-grade manufacturing environments.
Key Stack Details:
- ✔ Stack Diameter: 0.726 meters
- ✔ Stack Cross-Sectional Area: 0.485 m²
- ✔ Boiler Capacity: 5000 kg/hr
- ✔ Fuel Type: Bio-Mass
- ✔ Flue Gas Temperature: 95°C
- ✔ Flue Gas Velocity: 20.2 m/sec
Key Stack Details:
Particulate Matter (PM) after bag filter:
34.9 mg/Nm³
(Compliant with CPCB limit of 150 mg/Nm³)
Dust Collection Efficiency with bag filter:
99.7%

OUR CERTIFICATIONS


OUR
CUSTOMERS

… And This Is
Just The Beginning
+91-8595983739
✉️ Email: sales@eoenergy.in










 Total views : 12312
Total views : 12312
Reviews
There are no reviews yet.